Tebis提供精準、快速、靈活的沖壓模具工藝流程解決方案,可滿足任何應用需求,讓您的客戶獲得最佳成果。您可以高度自動化與標準化的方式,生成NC程序,而功能強大的CAD功能,則可將試模階段的手工修整與多餘的修整流程減至最少。借助工藝單和流程資料庫,可輕鬆整合個別流程。Tebis的各種解決方案,例如小工件工藝流程,與MES系統結合使用,也可獲得極佳成果。
使用來自仿真係統(FEM, STL)的網格,利用測量機的點雲。必要時組合不同的變形規則。可使整個工件或者只是其個別範圍變形。
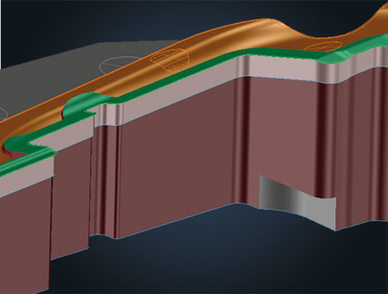
分析變形曲面。測定與原始工件和與變形規則的偏差,對曲率和反射線進行評估。通過可見曲面放樣、優化過渡和接觸面平滑化,使表面優化。
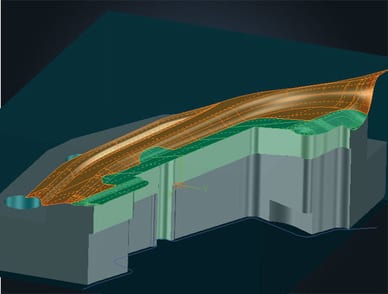
為板材在凸陰模、凹模、壓料板和所有小件裡生成精確的模面。生成倒圓避空並增大,設計強壓面和自由曲面,生成曲面輪廓,並對壓力機撓曲進行補償。
利用工藝單、模板和元素自動選擇功能。開始自動化後台計算,並且同時準備下一工件。
根據具體嵌裝範圍,以合適的光學測量系統掃描真實的工件。
找出合適的掃描數據進行優化,通過網格使問題區域閉合。
曲面逆向設計功能可用於整個工件,也可用於工件的個別區域。利用曲率變化生成直觀的線框模型。
利用綜合的分析功能優化所選區域。
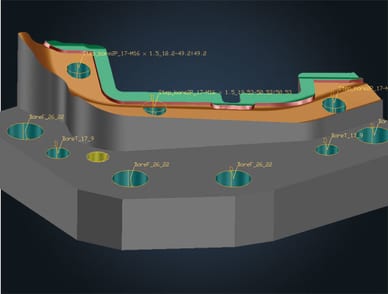
集成鑽孔使基體完整。
利用工藝單、模板和元素自動選擇功能。開始自動化後台計算,並且同時準備下一工件。直接在網格或曲面上銑削。
在凹模、凸模、壓料板和所有小工件裡使負向倒圓避空,並加大正向倒圓。
用曲線使表面結構化,為強壓面和避空面設計曲面偏置。
將2D或3D曲線應用為曲面輪廓,生成有偏置的曲面輪廓。
對壓力機撓曲進行補償,按照曲面規則使曲面變形。
檢查加工過程中所有元件的碰撞可能性,必要時調整裝夾狀態。交互調整定位,自動縮小銑削範圍,採用自動5軸迂迴銑削法。
要進行2.5D自動化,首先要對工藝流程進行恰當準備結果:Tebis 流程資料庫已設置為最佳,加工參數已設定。此後,所有工序均可自動執行。
根據OEM顏色表或者元素類型對工件進行結構化處理。借助便利的CAD功能,可輕鬆從工件分離出幾何體。
選取設計系統內的規則幾何體和自由幾何體,並使用Tebis的特徵掃描功能。設計特徵轉化成為加工特徵。Tebis從特徵庫提取必需的加工信息。
根據具體加工情況手動調整特徵,或者按組別進行分類。
利用工藝單、模板和元素自動選擇功能自動計算刀路。
減少加工刀具數目,或者調整自動確定的刀具長度。
通過對NC程序進行仿真,檢查加工過程中所有元件的碰撞可能性,必要時調整裝夾狀態。
分析工件,自動封孔,生成連接曲面和延展曲面。
利用顏色使工件結構化,快速分離元素和曲面組合,用結構曲線最佳劃分銑削範圍。
利用工藝單、模板和元素自動選擇功能。
開始自動化後台計算,同時準備下一工件。
優化銑削範圍,使加工交互配合。
自動縮小銑削範圍,採用自動3轉5 軸避讓銑削法。
分析工件,自動封孔,生成構造曲面和延展曲面。利用顏色使工件結構化,快速分離元素和曲面組合。
導入幾何實體、軸、特徵和模面。將這些幾何體相互拼合。生成一個精確對應工件的幾何體。
創建加工夾具系統作為CAD模型,創建不受具體加工影響的NC程序,將個別工件的NC程序合併成一全套加工方案。
通過對NC程序進行仿真試驗,檢查加工過程中所有元件的碰撞可能性,必要時調整裝夾狀態。適用於3軸和5軸機床。
計算無碰撞的NC測量路徑,用於直接在銑床上進行檢驗測量。這樣,無需經過夾緊也能檢驗工件質量。
在生產製造執行系統(MES)Proleis中設定時間限期,例如訂購日期,裝配日期或者銑削加工日期,以對項目進行高效控制。
在生產製造執行系統(MES)Proleis中規劃機床資源,保證流程無縫順利執行。
在規劃階段就安排採購原材料,保證在銑削加工日期到來之前就已準備好原材料。
使用生產製造執行系統(MES)Proleis,可以用明確的標識給原材料加以標記。
採用多工位裝配功能,對托盤進行裝配。
通過生產製造執行系統(MES)Proleis自動生成刀具訂單。
通過輸送系統自動供應刀具。
請聯繫我們 :
+886-2-2990-6137 service@gimao.com.tw 填寫聯繫表格