HPC銑削:高效型腔粗加工
高性能切削(HPC)實現最高材料去除率

在粗加工中,必須盡快加工盡可能多的材料。往往銑刀處於滿刀切削狀態。因此,Tebis使用各種滿刀切削處理方案及滿刀切削避讓方案。
在滿刀切削時中,進給率自動減少,或者在滿刀切削區域以擺線方式進行加工。
在滿刀切削避讓(即所謂的自適應粗加工)中,刀路佈局自動適應幾何體,以避免滿刀切削。自適應粗加工策略尤其適用於帶多個型腔的零件。使用這些方法也可以非常有效地加工硬質材料。
在自適應粗加工中,與傳統粗加工相反,使用HPC刀具實現超高材料去除率,同時提高切削速度和進給率、降低橫向步距並實現非常大的切割深度– 可節省60%以上的時間。
使用Tebis進行粗加工
- 擺線滿刀切削處理和自適應滿刀切削避讓
- 集成二次粗加工
- 始終最優的進給率
- 即使在高進給率下也能實現快速重定位
- 切削條件恆定
- 高靈活性:也可進行順逆銑加工。
- 不同的粗加工方法可輕鬆結合
- 諮詢時可提供高水平的專業知識,以獲得最佳銑削結果
適合於2.5D、3D和5軸加工
Tebis中可使用自適應和擺線粗加工策略進行2.5D、3D和5軸加工操作。集成毛坯傳送可實現2.5D、3D和5軸加工操作的簡單組合。
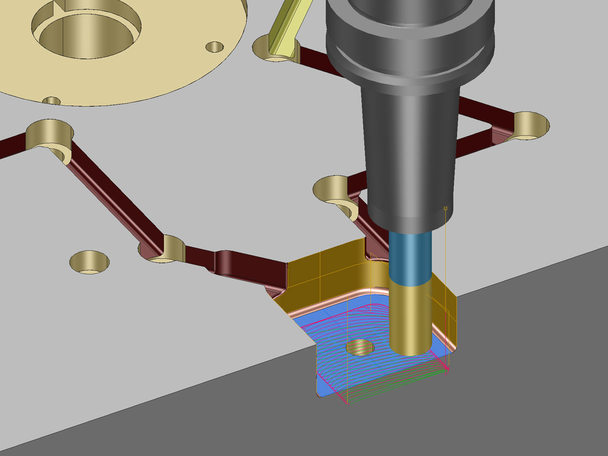
2.5D HPC粗加工
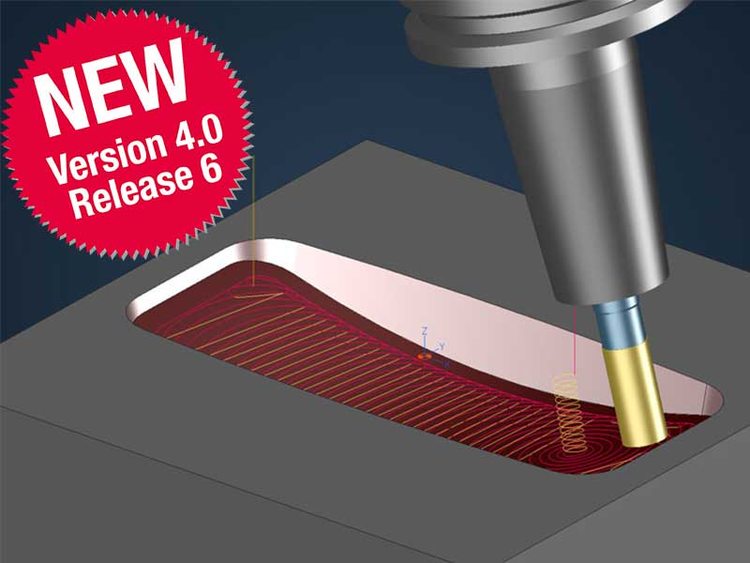
3D HPC粗加工
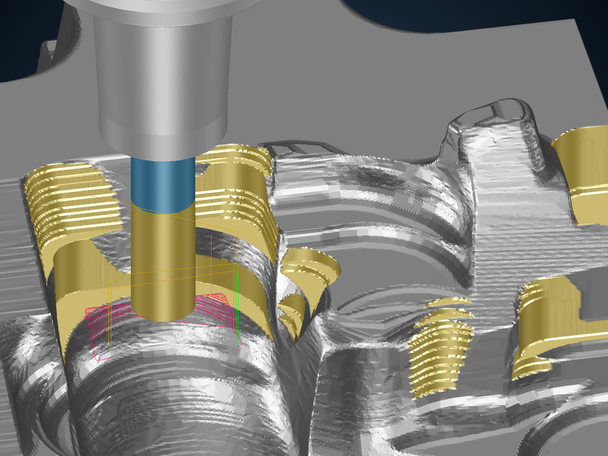
5軸聯動HPC粗加工
集成二次粗加工
“二次粗加工向上”附加選項使您能夠從下往上地對殘料區域進行二次加工,切削深度較低時也不會有問題。
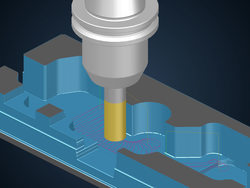
只需一個步驟即可以用自適應或擺線方式清理型腔
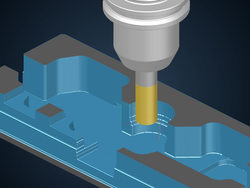
加工型腔側壁上的殘料
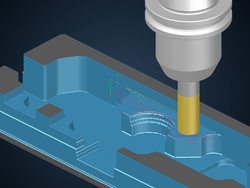
從下往上
實踐測試:加工時間計算
自適應加工策略可在非常短的時間內去除大量材料。但是,快速加工取決於許多因素。Tebis產品經理Helmut Vergin表示:
“工件加工的最佳方法取決於具體的幾何體、材料以及可用的刀具和機床。切削數據和進給率等技術參數必鬚根據加工操作精確調整。”
在實踐測試中,我們考慮工件幾何體和技術參數,對不同的粗加工策略進行了比較。結果:正確的組合至關重要!
自適應加工
在帶有許多腔體的大型組件中,自適應粗加工策略顯然是最高的。我們的實踐試驗發現時間節省了60%之多。
| 刀具 |
Pokolm HPC銑刀D16 |
| 機床 |
DMG HSC105線性 |
| 材料 |
鋼 |
| 策略 |
自適應 |
| 切削數據 |
ae:1.6 mm
ap:30 mm
vc:175 m / min
fz:0.3 mm |
同心/自適應組合粗加工
該複雜工件包含平坦和陡峭區域。我們的實踐測試顯示,使用同心和自適應粗加工策略的組合加工獲得最佳結果:組合加工比直接的自適應加工快22%。
| |
第1次加工操作 |
第2次加工操作 |
| 刀具 |
Pokolm Spinworx D52 R6 |
Pokolm HPC銑刀D16 |
| 機床 |
DMG HSC105線性 |
DMG HSC105線性 |
| 材料 |
鋼 |
鋼 |
| 策略 |
同心 |
自適應 |
| 切削數據 |
ae:36毫米
ap:0.9毫米
vc:215 m / min
fz:0.7毫米 |
ae:1.6 mm
ap:30 mm
vc:175 m / min
fz:0.3 mm |
作為您的技術合作夥伴,我們非常樂意為您提供關於如何最有效地使用和組合銑削方案的建議,從而幫助您獲得最佳的銑削結果。
整個過程為您帶來的優勢
- 在加工操作過程中通過毛坯跟踪進行端到端粗加工
- 最優的非切削移動刀路
- 刀具壽命長
- 延長機床運行時間
- 可靠的粗加工
附加鏈接
您是否對HPC銑削感興趣?
希望我們與您取得聯繫嗎?